
Proceso de creación de prototipos
Seleccion del mejor proceso para su proyecto
Ser capaz de obtener rapidamente piezas prototipos para probar el ajuste y Ia función del componente puede ayudar a que su producto salga al mercado antes que sus competidores. Los ajustes de diseno, materiales, tamano, forma, montaje, color, posibilidades de fabricación y resistencia pueden llevarse a cabo despues de los resultados de sus pruebas y analisis.
Los equipos de diseno de producto de hoy en dfa tienen a su disposición muchos procesos de creación de prototipos. Algunos de estos procesos utilizan metodos de fabricación tradicionales para producir los prototipos. Otras tecnologfas han ido surgiendo y mejorandose en un perfodo relativamente corto de tiempo. Hay docenas de formas de fabricar prototipos. A medida que los procesos siguen evolucionando, el disenador de producto intenta constantemente determinar que proceso o tecnologfa es mejor para su aplicación personal.
El propósito de este libro blanco es explorar las ventajas e inconvenientes de los principales procesos de creación de prototipos disponibles para el disenador de hoy. Este documento proporciona descripciones detalladas de los procesos y examina las propiedades de los materiales de las piezas, que se fabrican con cada proceso de creación de prototipos especffico. Ademas, incluye un arbol de decision que pone de relieve las cuestiones clave que deben tener en cuenta los disenadores a Ia hora de seleccionar un proceso. A fin de cuentas, el objetivo de este libro es ayudarle a elegir el mejor metodo de creación de prototipos para su proceso de desarrollo de producto.
Guía rápida para comparer procesos de prototipado
| SL | Stereolithography |
|---|---|

|
La SLA es un proceso de fabricación aditivo que produce piezas en una cuba llena de resina fotopolímera que se endurece con UV, utilizando un láser controlado por ordenador. El láser se usa para perfilar y endurecer una sección transversal del diseno de la pieza, en la superficie de la resina líquida y el proceso se repite. Cada capa recién endurecida se pega a la capa que tiene debajo. Este proceso se repite hasta que la pieza se haya completado. La SLA fue la primera tecnologfía de "creación rápida de prototipos".
Pros
Para los conceptos de modelo o los diseños que se van a usar como piezas maestras para otros métodos de creación de prototipos, la SLA puede fabricar piezas con geometrías complejas y acabados de superficie excelentes, en comparación con otros procesos aditivos. El coste es muy competitivo y la tecnología está disponible por medio de diferentes recursos. ContrasLas piezas prototipo son más frágiles que las fabricadas con resinas de ingeniería, de tal modo que las que se fabrican utilizando la SLA normalmente son idóneas para pruebas funcionales. Asimismo, puesto que la resina se endurece con UV, la exposición a la luz solar sigue endureciendo la resina y las piezas se pueden volver quebradizas con el tiempo. Aunque la SLA es capaz de hacer piezas con geometrías complejas no ofrece una visión muy reveladora de las posibilidades de fabricación finales del diseño. Los polimeros liquidos pueden ser muy tóxicos. |
| SLS | Sinterización selectiva por láser |
|---|---|

|
El proceso de SLS utili za un láser para fabricar las piezas sinterizando (fundiendo) el material en polvo capa a capa, de abajo hacia arriba. Las piezas de SLS pueden ser precisas y más duraderas que las de SLA, pero el acaba do es relativamente escaso, con un tacto granulado o arenoso. Hay menos fuerza entre las partículas fundidas, por lo que tienden a ser más fragiles que las mecanizadas o las moldeadas, hechas con la misma resina. Además, ex isten pocas resinas disponibles en la forma de polvo que se precisa para el SLS.
Pros
Las piezas de SLS tienen tendencia a ser más precisas y duraderas que l as de SLA. El proceso puede producir piezas con geometrías complejas. ContrasLas piezas tienen una textura granulosa o arenosa y, debido a sus escasas propiedades mecánicas, normalmente no son idóneas para pruebas funcionales. Aunque el SLS es capaz de hacer piezas con geometrías complejas, no ofrece una vision muy reveladora de las posibilidades de fabricación finales del diseño. |
| FDM | Moldelado por deposición fundida |
|---|---|

|
El proceso de FDM fabrica piezas de abajo hacia arriba, utilizando un cabezal de impresión controlado por ordenador. La materia prima para el proceso es un filamento de resina moldeada por extrusión, que la máquina refunde selectivamente en la capa anterior de cada sección transversal de la pieza en cuestión. El proceso de FDM produce piezas en ABS o en PC, por lo que suelen ser más fuertes que las de otros procesos aditivos. Sin embargo, en ocasiones son porosas y presentan excesivos pasos o una textura ondulada en el acabado exterior, especialmente en las uniones de las capas. Con este proceso también puede resultar difícil conseguir tolerancias altas.
Pros
Las piezas de FDM son relativamente sólidas y pueden ser buenas para algunas pruebas funcionales. El proceso puede producir piezas con geometrías complejas. ContrasLas piezas tienen un acabado de superficie escaso, con un efecto ondulado pronunciado. También es un proceso aditivo más lento que el SLA o el SLS, desde el punto de vista del tiempo de fabricación. Aunque el FDM es capaz de hacer piezas con geometrías complejas, no ofrece una vision muy reveladora de las posibilidades de fabricacíon finales del diseño. |
| 3DP | Impresión tridemensional |
|---|---|

|
La 3DP utiliza un cabezal de inyección de tinta y un material fundible con agua, similar al "yeso de Paris". La maquina coloca una capa fina de polvo de yeso, el cabezal de inyección de tinta pasa por encima y pulveriza gotas diminutas de agua, allí donde se desee conseguir la solidificación. Aunque las piezas son frágiles y ásperas, es fácil incorporar colores al objeto acabado. Este métoda no es recomendable para una prueba funcional debido a la fragilidad inherente.
Pros
La 3DP ofrece el tiempo de fabricación mas rapido de todos los procesos aditivos y se encuentra tambien entre las opciones más baratas para grandes cantidades de prototipos. Modelos colorados pueden comunicar más información y poseen un atractivo estético. El material de yeso no es tóxico, es barato y fácil de conseguir. El proceso puede producir piezas con geometrías complejas. ContrasLas piezas son ásperas y frágiles y dispone de muy pocas opciones de material. Aunque la 3DP es capaz de hacer piezas con geometrías complejas, no ofrece una visión muy reveladora de las posibilidades de fabricación finales del diseño. |
| PJET | Poly-Jet |
|---|---|

|
El PJET utiliza unos cabezales de inyección de tinta para rociar a presión un material, que se endurece con UV en capas muy finas a alta resolución. Los materiales se rocían a presión en capas ultra-finas sobre una bandeja, capa a capa, hasta que la pieza este acabada. Cada capa de fotopolímero se endurece por medio de luz UV, inmediatamente después de haberse rociada a presion. El material de soporte tipo gel, diseñado especialmente para soportar geometrías complicadas, se puede retirar a mano facilmente y rociarse a presión con agua. Este métoda tiene los mismos inconvenientes del SLA, pero puede conseguir un acabado de la superficie incluso mejor.
Pros
Este proceso consigue un buen acabado de la superficie, el mejor de los procesos aditivos. Es la mejor opción aditiva para piezas complejas con muescas. El proceso puede producir piezas con geometrías complejas. ContrasLas piezas PJET cuentan con poca fuerza (en comparación con las del SLA). Aunque el PJET es capaz de hacer piezas con geometrías complejas, no ofrece una visión muy reveladora de las posibilidades de fabricación finales del diseño. |
| CNC Machining | Control numérico computerizado (mecanizado) |
|---|---|

|
Se sujeta un bloque sólido de plástico dentro de una fresadora CNC y se graba en una pieza acabada. Este métoda produce una resistencia y un acabado de superficie superiores para cualquier proceso aditivo. También cuenta con las propiedades finales y homogéneas del plástico, porque se fabrica con bloques sólidos de resina termoplástica moldeada por extrusión o compresión, al contrario de los procesos aditivos que emplean materiales similares al plástico y se fabrican en capas. La gran gama de selecciones de material permite fabricar las piezas con las propiedades de material que se deseen, tales como: resistencia a la tensión, resistencia a impactos, temperatura de deflexión térmica, resistencia a productos químicos y biocompatibilidad. Las tolerancias óptimas consiguen piezas adecuadas para realizar pruebas de ajuste y funcionales. Los prototipos se pueden producir en dias como los procesos aditivos. Debido a que el proceso consiste en extraer material en Iugar de anadirlo, fresar las muescas puede resultar en ocasiones difícil. El mecanizado tambien tiende a ser algo más caro que los procesos aditivos.
Pros
Las piezas mecanizadas cuentan con un acabado de superficie bueno y son muy sólidas, porque se utilizan resinas plásticas o metales. ContrasEn cuanto a las geometrías, existen algunas limitaciones asociadas al mecanizado CNC y es mucho más caro de hacer internamente que los procesos aditivos, debido al coste de los programadores y los mecánicos que se necesitan para crear las trayectorias CNC y las plantillas de guía para las piezas. |
| IM | Moldeo por inyección rapida |
|---|---|

|
El moldeo por inyección rápida se realiza inyectando resinas termoplásticas en un molde, como se hace en el moldeo por inyección de producción. Lo que
hace que el proceso sea "rápido" es la tecnología que se emplea para producir el molde, que a menudo es con aluminio en lugar de con el acero tradicional
utilizado en moldes de producción. Las piezas moldeadas son fuertes y pueden tener unos acabados excelentes. Es también el proceso de producción estándar
industrial para piezas de plástico, por lo que hay ventajas inherentes para crear prototipos en el mismo proceso si la situación lo permite. Se puede utilizar
casi cualquier resina de ingeniería, de este modo el diseñador no tiene las limitaciones de material de los procesos de creación de prototipos.
Pros
Las piezas moldeadas se fabrican a partir de una amplia selección de resinas de ingeniería, cuentan con un excelente acabado de superficie y son un gran indicador de las posibilidades de fabricación durante la fase de producción. ContrasLos gastos en la etapa inicial pueden ser superiores debido a los costes de mecanizado. |
Selección de un proceso
Determine el proceso que mejor se ajuste a su proyecto utilizando las herramientas que se muestran a continuación.
Paso 1:
Comience haciendo uso del árbol de decision siguiente para determinar cuáles son los factores más importantes para su proyecto, teniendo en cuenta la fase en la que se
encuentra en su proceso de creación de prototipos, consultando cuando sea necesario las definiciones de la página 8.
Paso 2:
Basándose en los atributos recomendados en el Paso 1 para los factores más importantes de su proyecto, compare los procesos utilizando la matriz de la página 8, con
elfin de determinar qué proceso es el que mejor se ajusta a su proyecto.


Definiciones
Las definiciones varían y pueden diferir entre diferentes organizaciones, pero las que se aportan a continuación pueden servir como punto de partida.
Concepto de modelo – Un modelo físico en bruto que se hace para mostrar una idea. Los conceptos de modelo permiten que cualzuier persona de diferentes áreas funcionales vea la idea, estimulan la imaginación y el debate y provocan una aceptación o un rechazo.
Atributos importantes para la creación de prototipos:
Rapidez – tiempo de respuesta para convertir un archivo informática en un prototipo físico.
Aspecto – cualquier atributo visual, por ejemplo, color, textura, tamaño, forma, etc.
Prueba de montaje/ajuste – Fabricar algunas o todas las piezas de un montaje, juntarlas y ver si se ajustan correctamente. En la fase en bruto se comprueba si existen errores de diseño, como colocar dos lengüetas con un espaciado de 2" y las ranuras de acople con un espaciado de 1". En la fase final, es una cuestión de diferencias dimensionales y tolerancias de segundo orden. Obviamente cualquier prueba que tenga que ver con tolerancias tiene que utilizar el proceso actual de fabricación o uno que tenga tolerancias similares.
Atributos importantes para la creación de prototipos:
Forma – la forma de la pieza, como las características y el tamaño.
Ajuste – cómo la pieza se acopla con el resto.
Prueba funcional – Sirve para ver cómo funciona una pieza o un montaje cuando se someten a tensiones, representando lo que se verá en su aplicación real.
Atributos importantes para la creación de prototipos:
Resistencia a productos químicos – incluyendo ácidos, bases, hidrocarbonos, combustibles, etc.
Propiedades mecánicas – la resistencia de la pieza se mide mediante la resistencia a la tensión, a la compresión, a la flexión, a los impactos, a los
desgarros, etc.
Propiedades eléctricas – interacción de los campos eléctricos y la pieza. Puede incluir la constante dieléctrica, resistencia dieléctrica, factor de
disipación, resistividad de superficie y de volumen, deterioro estático, etc.
Propiedades termicas – cambios de las propiedades mecánicas como consecuencia de los cambios de temperatura. Pueden incluirse el coeficiente termico de
expansion, la temperatura de deflexión térmica, el punto de ablandamiento vicat, etc.
Óptica – la capacidad de transmitir luz. Puede incluir el índice de refracción, la transmitancia y la neblina.
Prueba de duración – Probar las propiedades que pueden cambiar con el tiempo y que son im portantes para que un producto siga siendo funcional en toda su duración prevista. La prueba de duración conlleva someter al producto a condiciones extremas (por ejemplo, temperatura, humedad, voltaje, UV, etc.), para esti mar en un perfodo de tiempo mas corto cómo reacciona en toda su duración prevista.
Atributos importantes para la creación de prototipos:
Propiedades mecanicas – resistencia a la fatiga: la capacidad de resistir numerosos ciclos de carga a diversos niveles de tensión.
Propiedades de envejecimiento (UV, fluencia) – la capacidad para resistir la exposición a una luz ultravioleta con una cantidad aceptable de
degradación; la capacidad para resistir aplicaciones ampliadas de fuerzas a la pieza, con unos niveles aceptables de deflexión permanente.
Pruebas reguladoras – es la prueba que especifica un organismo u agencia regulador o de normalización, para asegurar que las piezas son idóneas para un uso particular, como médico, servicio alimentario o una aplicación para el consumidor. Algunos ejemplos son Underwriters Laboratory (UL), la Asociación de Nor mas Canadiense (CSA, sus siglas en ingles), la Agencia de Alimentos y Medicamentos de Estados Unidos (FDA, sus siglas en inglés), la Comisión Federal de Comunicaciones de Estados Unidos (FCC, sus siglas en inglés), la Organización Internacional de Normalización (ISO) y Ia Comisión Europea (CE).
Atributos importantes para la creación de prototipos:
Propiedades de combustibilidad – la resistencia de un material o de una pieza a la ignicíon ante la presencia de una llama.
Propiedades EMI/RFI – la capaci dad de un material, pieza o montaje para protegerse de, o bloquear, una interferencia electromagnética o una
interferencia de radiofrecuencia.
Clasificación alimenticia – la aprobación de un material o una pieza para utilizarse en aplicaciones en las que van a entrar en contacto con alimentos,
mientras se preparan, se sirven o se consumen.
Biocompatibilidad – la capacidad de un material o una pieza de entrar en contacto con el cuerpo humano o animal, fuera o dentro del mismo, sin causar efectos
adversos indebidos (por ejemplo, irritaciones, interacciones con Ia sangre, toxicidad, etc.). La biocompatibilidad es importante para instrumentos quirúrgicos y muchos
dispositivos médicos.
Resumen
Los modelos prototipo sirven de ayuda a los equipos de diseño para tomar decisiones mejor informadas, obteniendo datos de valor incalculable del rendimiento de los prototipos y de su reacción a estos. Cuanto más dados se recojan en esta fase del ciclo de desarrollo del producto, mayores oportunidades habrá de prevenir posibles problemas con un producto o con la fabricación en el futuro. Si se sigue una estrategia de creación de prototipos bien analizada, existen mayores posibilidades de que el producto se introduzca en el mercado a tiempo, que sea aceptado, que funcione de forma fiable y que sea rentable.
¿Cuál es la mejor manera de hacer un prototip? Como esperamos que haya aprendido a través de este libro blanco, la respuesta depende de la fase del proceso en la que usted se encuentre y de lo que intente conseguir. Al principio del proceso de diseño, cuando las ideas fluyen libremente, los conceptos de modelo son de gran utilidad. A medida que evoluciona el diseño, se hace cada vez más importante disponer de un prototipo que tenga el tamano, el acabado, el color, la forma, la resistencia, la durabilidad y las características de material del producto final deseado. Por consiguiente, es primordial utilizar el proceso de creacion de prototipos correcto. Con el fin de validar su diseño de la forma más efectiva, preste mucha atencion a estos tres elementos clave de su diseño: funcionalidad, posibilidades de fabricación y viabilidad.
Si su prototipo puede representar fielmente los atributos del producto final, es funcional por definición. Estos requisitos a menudo incluyen cuestiones como las propiedades de material (por ejemplo, resistencia al fuego), precision dimensional para el ajuste con las piezas de acople y acabados de superficie esteticos para el aspecto.
Si el diseño de su prototipo se puede producir repetidas veces y es economico, de una manera que soporte los requisitos del producto final, es fabricable por definición. Estos requisitos incluyen la capacidad de conservar la funcionalidad del diseño como se ha descrito anteriormente, mantener el coste de la pieza por debajo del nivel requerido y cumplir con el calendario de produccion. No importa lo fabuloso que pueda ser un diseno, no ira a ningun sitio si no se puede fabricar. Asegúrese de que su proceso de creación de prototipos tiene esto en cuenta.
Por último, incluso si su diseño del prototipo es funcional y se puede fabricar, no quiere decir que cualquiera desee utilizarlo. Los prototipos son la unica forma real de verificar la viabilidad del diseño en este sentido. Si su diseño supera tambien los desafíos asociadas a las pruebas de mercado (por ejemplo, exposiciones comerciales y pruebas de capacidad de utilizacion), y las pruebas reguladoras (por ejemplo, las pruebas norteamericanas de dispositivos medicos), usted se encuentra en el camino correcto para un lanzamiento de producto con éxito.
En el mundo del diseño web, un wireframe es una representación esquemática de una página web, sin elementos gráficos que muestren contenido. Son realmente útiles como herramientas de comunicación entre programadores, diseñadores y clientes.
Aquí os dejo una lista de aplicaciones que podéis usar para realizar este tipo de dibujos, lista publicada en spyrestudios.com. Por desgracia no todas son gratuitas, con lo que tendréis que poner los pros y contras de cada opción antes de tomar una decisión.
Hot Gloo
Opción en flash, muy sencilla de usar y con cuenta gratuita que no permite el trabajo en grupo.
Mockingbird
Permite realizar los wireframes de forma sencilla y dispone de la opción para compartir los resultados con otras personas.
Pencil Project
Una extensión de Firefox muy útil para quien realiza este tipo de trabajos
ProtoShare
Muy fácil de usar y con mucho trabajo para diseñar. Tienen una versión de prueba de 30 días.
Balsamiq
Nos permite trabajar como si estuviéramos dibujando con lápiz y papel, con lo que es ideal apra los que vienen del mundo clásico.
Flair Builder
Con una paleta de funciones y mucho espacio para trabajar. Es una de las más populares.
Cacoo

Permite hacer diagramas de prácticamente cualquier cosa, con posibilidad de enviar el resultado por email.
Serena: Prototype Composer
Herramienta de creación de prototipos especialmente diseñada para quien trabaja para proyectos web.
MockFlow
Con una amplia biblioteca de componentes y plantillas listas para usar. las versiones premium incluyen más opciones de este tipo.
fluidIA
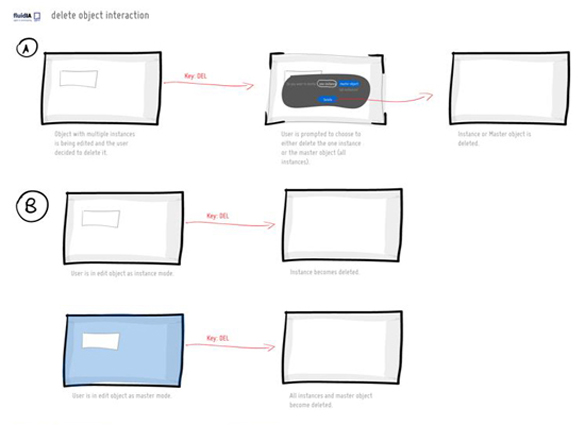
Una plataforma que permite a los desarrolladores construir un sistema de dibujo de prototipos de forma colaborativa.
Lumzy

Nos permite dibujar a mano o incluir componente diseñados previamente.
GUI Studio Design
Una herramienta muy completa para el diseño de software en general.
iPlotz
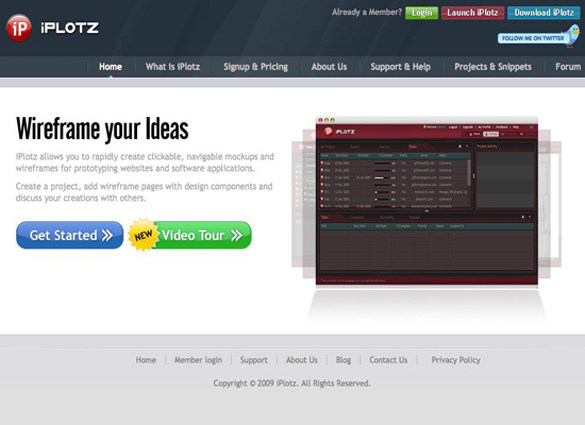
Permite crear wireframes dinámicos para poder simular la actividad del programa.
OmniGraffle
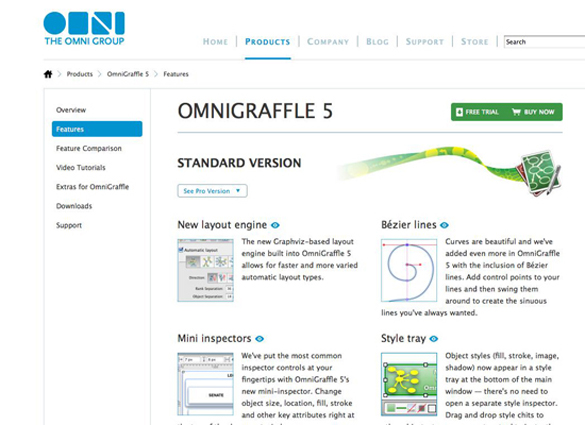
Integrado con Visio, permite hacer diseños realmente sorprendentes.